- All
- Product Name
- Product Keyword
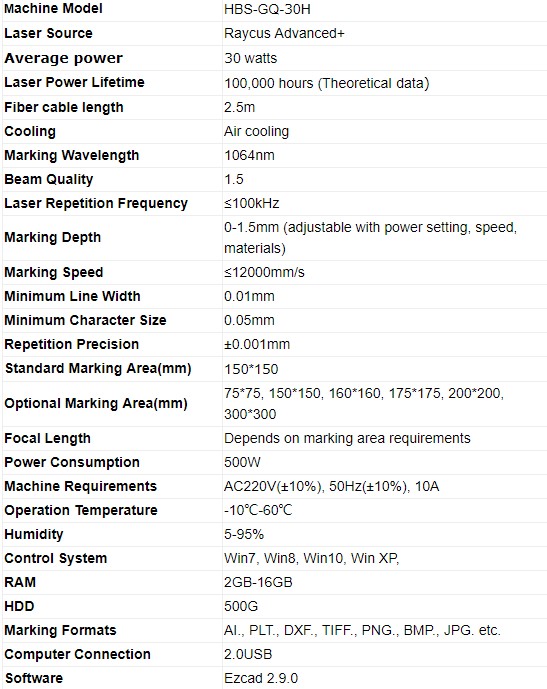
- Product Model
- Product Summary
- Product Description
- Multi Field Search


Views: 0 Author: Site Editor Publish Time: 2026-07-13 Origin: Site








Small batch manufacturing presents a unique balancing act for shop owners. You need equipment robust enough for daily use. However, you also need machines affordable enough to justify low-volume runs. Standard industrial lasers demand massive capital upfront. Conversely, cheap hobbyist engravers often ruin production timelines.
Striking the right balance is difficult. You must sort through countless equipment specifications. Overspending delays your return on investment for years. Underspending risks inconsistent marks and constant machine downtime.
This guide provides a clear framework for selecting the right equipment. We will explore power requirements, form factors, and essential internal components. You will learn how to choose a reliable system for metals and hard plastics. We ensure you do this without sacrificing component quality.
Every facility defines small batch production differently. We must map your daily production volumes to specific machine duty cycles. Processing 50 to 500 units per day requires a stable system. You do not need a machine built for 24/7 automated assembly lines. However, you absolutely need a system capable of running continuously for several hours without overheating. A high-quality fiber laser marking machine easily meets these mid-tier duty cycle requirements.
Agility matters immensely in low-volume manufacturing. You will likely change parts multiple times a day. Your machine must support rapid focal adjustments. You need an intuitive Z-axis column to accommodate different part heights quickly. Simple jig integration is another crucial factor. If your operators spend twenty minutes aligning a part for a ten-second mark, you lose money. Choose a workspace bed featuring standard threaded holes. This allows you to bolt down custom 3D-printed alignment jigs.
You must also balance available space against output needs. Floor space costs money. Evaluate your facility footprint constraints early. If you operate a small machine shop, a massive standalone cabinet wastes valuable square footage. Conversely, a tiny desktop unit might restrict your ability to mark larger components. Let your largest common part dictate your minimum enclosure requirements.
Power output directly impacts marking speed and depth. Selecting the right wattage ensures efficiency without wasting capital. You must understand the practical differences between entry-level and mid-level power sources.
A 20W unit serves as the foundational tool for surface processing. It provides excellent results for high-contrast surface marking. You can effectively anneal metals, create crisp barcodes, and engrave text on flat surfaces. This power level interacts well with anodized aluminum, brass, and basic carbon steel.
However, you must accept certain limitations. Cycle times increase significantly when you process complex graphics. A 20W source lacks the brute force required for deep engraving. If you need to meet stringent aerospace depth requirements, a 20W machine will struggle. It requires too many passes, which slows down your entire batch run.
We often recommend stepping up to a 30W source. It serves as the versatile standard for an economic laser marking machine. The 30W system provides faster throughput across the board. You achieve light engraving on harder metals much faster. Stainless steel and titanium respond beautifully to 30W processing. You also gain more consistent edge quality on thicker lines.
The cost-benefit logic strongly favors the 30W option. It is usually only slightly more expensive than a 20W system. This marginal price difference provides the highest return on investment for variable small batch needs. You buy flexibility.
Many buyers mistakenly believe more power is always better. They immediately look at 50W or 100W machines. This is a common trap. A 50W system is an unnecessary capital drain for simple part serialization. High power can warp thin materials. It also burns certain hard plastics instead of changing their color. Stick to 20W or 30W unless you strictly perform deep metal engraving.
Laser Power Application Matrix
| Power Level | Best Material Fit | Primary Application | Notable Limitations |
|---|---|---|---|
| 20W | Anodized Aluminum, Plastics | Surface marking, QR codes | Slow for deep engraving |
| 30W | Stainless Steel, Titanium, Brass | Light engraving, rapid text | Mild heat zone on very thin parts |
| 50W+ | Thick Carbon Steel, Tool Steel | Deep 3D engraving, cutting | High cost, overkill for barcodes |
The physical design of your equipment dictates where and how you can use it. You must choose a form factor aligning with your facility layout and safety protocols.
Standard desktop units dominate the manufacturing floor. They feature a split-style design. The laser source sits in a separate control box. The marking head mounts to an independent Z-axis pillar.
This separation provides distinct advantages:
A mini laser marking machine consolidates everything into one chassis. These ultra-compact units integrate the power source and the optics into a single housing. They are highly portable. We see them heavily utilized by jewelers, small machine shops, and desk-based quality control stations.
You must weigh the trade-offs. Mini machines have limited Z-axis height. You will struggle to mark tall components. They also feature smaller marking areas. Their lenses are typically capped at a 110x110mm field of view. If you only mark small serial tags, this form factor works perfectly.
Safety compliance requires careful attention. Open-floor workspaces often dictate specific safety classes. An open-style machine falls under Class 4 laser safety. You must provide operators with specialized safety glasses. You must also control the surrounding environment to prevent accidental exposure.
Enclosed machines fall under Class 1 safety standard. They feature interlocked doors and tinted viewing windows. If you operate in a mixed-use environment, an enclosed system prevents safety hazards. However, enclosures limit the maximum physical size of the parts you can process.
A budget-friendly price tag should not mean poor build quality. You must verify the internal components. Three main parts dictate the lifespan and accuracy of your equipment.
Procuring the machine is only the first step. You must prepare for operational realities. Implementing new hardware requires planning for environment, training, and ongoing technical support.
Laser marking vaporizes material. You must account for fume extraction immediately. Marking metals creates fine metallic dust. Marking plastics releases toxic volatile organic compounds (VOCs). Both pose serious respiratory hazards to your operators.
You cannot simply vent these fumes into a crowded shop floor. You must integrate proper ventilation. We recommend purchasing a standalone fume extractor equipped with HEPA and activated carbon filters. Factor this accessory into your initial planning phase. Operating without extraction damages the machine lens and endangers your staff.
Solid-state equipment is highly reliable, but it is not plug-and-play. You must allocate time for your team to master the software. Operators must learn how to set exact focal distances. If the laser is out of focus by two millimeters, the mark will fail.
Your team must also learn hatching styles. Hatching dictates how the laser fills in solid text. Different materials require distinct line spacing and angles. Building a reliable material parameter library takes trial and error. Documenting speed, power, and frequency settings for every material ensures repeatable batch success.
Evaluate vendor service level agreements closely. Cheaper upfront costs often mask terrible post-sale support. If a control board fails, you need a replacement quickly. Vendors offering zero troubleshooting support will extend your downtime from days to weeks.
Ask potential vendors specific logistical questions. Do they stock replacement lenses domestically? Can you reach an English-speaking technician during your business hours? A responsive support tier saves you countless hours of production delays. Prioritize vendors offering at least a two-year warranty on the main power source.
Selecting the right equipment requires a structured approach. You must align your production reality with hardware capabilities. Follow these practical steps to finalize your procurement decision.
Never purchase equipment based solely on marketing brochures. You must advise your purchasing team to send specific material substrates to the vendor. Request a proof-of-concept mark before issuing a purchase order. Vendors should gladly provide a video of your exact part being processed. They should also return the marked sample for your physical inspection.
Take immediate action on your shop floor today. Define your internal maximum part dimensions. Calculate your required daily throughput. Use these two metrics to instantly narrow down your vendor list. Eliminate any machine lacking the necessary Z-axis clearance or duty cycle rating.
A: Yes, but only specific types. Fiber lasers work exceptionally well on hard, dark plastics like ABS, PEEK, and Polycarbonate (PC). The beam reacts with the carbon in these plastics to create a high-contrast mark. However, they cannot mark transparent plastics, acrylic, or soft silicones. The laser simply passes through or melts these materials. You need a UV or CO2 source for transparent substrates.
A: Solid-state machines are virtually maintenance-free. They lack consumable parts like water chillers or gas tubes. Your primary maintenance involves wiping the F-theta focal lens with absolute ethanol and lens paper every week. Additionally, you must replace the pre-filters in your fume extractor monthly. Beyond keeping the workspace dust-free, the machine requires no internal calibration.
A: You only need a rotary axis if you process cylindrical parts. If your batches include tumblers, pipes, rings, or cylindrical tools, a rotary is strictly necessary. It spins the part synchronously with the laser to prevent stretched text. Adding a rotary requires a compatible control board and slightly increases your initial budget.
A: Genuine EZCAD software makes this process simple. You can use standard USB barcode scanners utilizing keyboard emulation inputs. When you scan a traveler document, the scanner inputs the string directly into EZCAD's variable text field. This triggers the machine to generate the corresponding serial number or QR code instantly. It prevents manual typing errors during batch runs.
